�B�T��վ��A������䓽Y�����L�Q�pʩ�����|������
���ٙ�Ŀ�������OӋՓ�� �l�����ڣ�2010-08-21 11:27 ��ȣ�
����ժҪ���B�T��վ��A������䓽Y�����̣���������䓰��^�ֹ���Ηl���p�L�ȴ����Ηl���p�L�Ȟ�9.5m��������λ��ȫ�����Q�������p�������y���^���˴_�������|�����������c��B���L���p��ʩ���y�c������ǰ�Ĝʂ乤���������^���е��|�����ƴ�ʩ����ע����헵Ȇ��}��
�����P�I�~��䓽Y��,���L���p,ʩ���y�c,�|������
����1���̸śr
����1.1���̿��w�śr
�����½��ďB�T����܇վ�LJ���“�Ŀv�ęM”�F·���\����——�غ������F·ͨ���ϵ�һ����Ҫ���\վ���Ǹ��B���B����B�����B4�l�F·�����R�c�����O6վ�_12�ɵ������ɺɞ鸣��ʡ�����F·��վ��
�������̿�������e162409m2������վ��109028m2��վ�_������e��53381m2����ܺ�܇�c���³�վʽ���֣��ÿ�������ȡ“���M�³�”����ʽ����܇վ�֞��վ�ӡ�վ�_�ӡ��܌��������棬�������߶��_66.78m��վ���ܺ�܇�d���132m���L��220m����܇�d�o�����LJ��Ȕ���վ��Ͻ��ľ���ʽվ��֮һ����ʩ�����g�y�ȴƼ������ߣ���Ŀǰ���ȿ�������F·վ����
����
����
���� 
����
��������
���� վ�����wЧ���D
����
����1.2A�������śr
����վ�����w�OӋ����“���ȿ��g����+�p������䓹����”�Y������ƽ�����F܉�����C��E��F��H�S�O����鯴��ȿ��g���ܣ�����֧���ڃɶ˵Ą��Ի�����A�������ϡ�
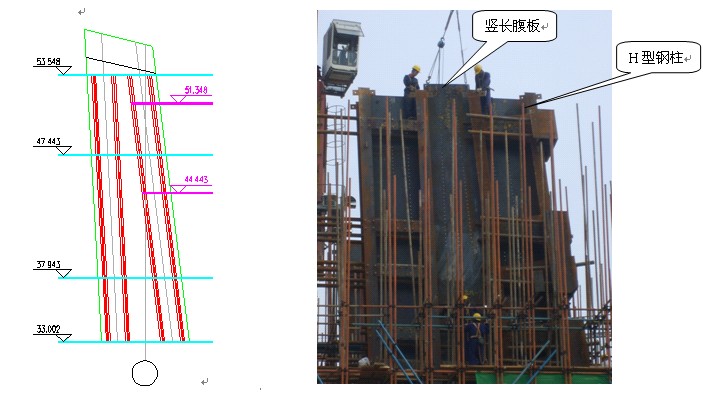
����16��A�������ײ����֫���֣������p�������ɽǶȣ��Aб�Ƕȷքe��87°��83°��䓹�������ߴ��H1500mm*1000mm*35mm*35mm,���ϲ��ɂ�䓹�ͨ�^���g�B�Ӱ匢�����϶���һ����֫���������������_7550mm*1800mm���������c�˸ߞ�57m������ֹ����������؞�19.5t���Dһ���������漰��֫��������D��
����
����
����
���� 
����
����������2ʩ���y�c
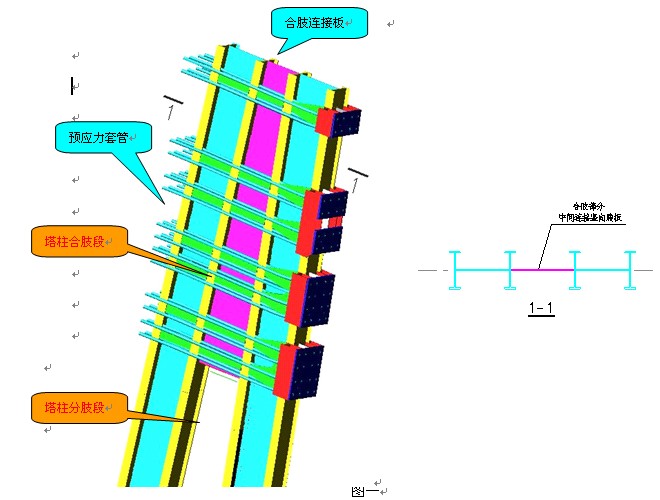
����������A��������������䓰��^��֫�������c������A�����ܵ�������������A��늹ܡ�ˮ�ܵȽ��e��ӣ����c�dz����s�����������w��֫�����M�зֶηֹ����ֹ���Ćι������h�h�����ˬF�����b�O����������������ͬ�r�ֹ���Ĕ���ߴ����^���\ݔ܇�v�ijߴ磬�oʩ�����\ݔ�����˘O�����y�����ں�֫������¶ţ��ȫ����֧�����g������ܹ��c���OӋҪ������o���pС�ֹ������˜p�نι���������ҝM��F�����b���\ݔҪ���،������֫���ֳַɃ�߅H����������g�Q�L�������K�ֶε��b���ϲ��M�к�֫���ӡ����b�r�Ȍ��ɂ�H��������b���y��У�������ֺ��ӣ�Ȼ�����M�Ѓɸ�H��������g�Q�L���岿�ֵ�ƴ�b��У�������M�к��ӡ�����������w���c�ɂ�H������ĺ��ӣ���ɆΗl�Q�p�L�ȴ��Һ���λ��ȫ���������p�����Ηl���p�L�Ȟ�9.5m��䓰��Ȟ�35mm���Q�L���p���L��696m������������s3.5t���F������������׃�κ��y���ƣ��D����һ������֫���ֶַν���˸��F��ʩ���ˆT�����M�����g�Q�L����İ��b�Dʾ����
����
���� 
���� �����D��
����3����ǰ�Ĝʂ乤��
�������˱��CA��������֫�����Q���B�Ӹ��峬�L���p���|��������ǰ���������|�����ƴ�ʩ����亸���ˆT�����ú��ӵ�ǰ�ڜʂ乤����
����3.1���_Ŀ�ˣ��ƶ����L���p���|�����ƴ�ʩ��
����3.2�ˆT���
������_�������|�������c���g�����Q�p���ӵ��ˆT���100%���C�ύ�����ͨ�^�F���e�еĺ������ӿ�ԇ��ͬ�r�����x����ˮƽ�ߡ��|���Ͱ�ȫ���R���ă��㺸���������^�̿������Ŀ��䓽Y�����̹����������I���Ӽ��g�ˆT�M��ȫ�̱O�أ�ᘌ����p�L�Ⱥ����������w�������I�˔���Ͷ��ĺ����O�䔵����
����3.3���Ӆ������x��
�������˱��C�����|��������ǰ�������L���p�M�Ќ�헺��ӹ�ˇ�u�����Դ_�������ĺ��������늉���������̼���w���������ӕr���\�l�����Լ����ӌӔ��������ȵȡ������̺��p����ȫ������CO2���w���o�����x���\̩JM-56���z 
����3.4���ӷ��o��ʩ
��������16��A���������ӹ��������ӕr�g�L�������ǰ���������r���ռ������������ƶ��������A����ʩ������ǰ���Oȫ���]�İ�ȫ����ƽ�_�ͷ��L��������Ա��C�����^���в��ܚ��l�����������Ӱ푡����Ӱ�ȫ����ƽ�_ʹ��䓹ܼ��_�ְ���O�����D����ʾ��
���� 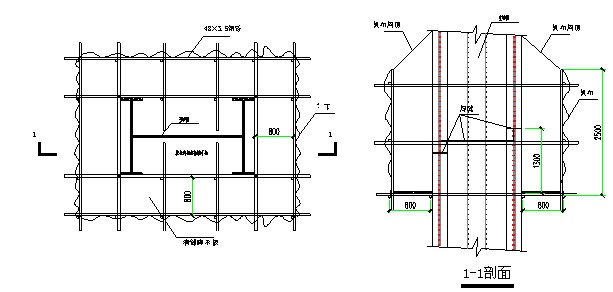
���� �D��
����4���ӹ�ˇ��ʩ
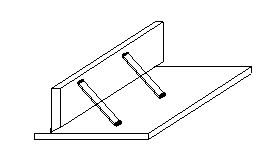
����4.1���g���Q������c���҂��������ǰ�����ȑ����D��Ҫ��M�b�����҂��������Ҏ�������gλ�ã������ö�λ�������ι̣����D��Ҫ���b�����҂�����g�M��ӄŰ壬���ö�λ�������ι̡���λ���r�����m���Ӵ����10��20%����λ���p�L�Ⱦ�������40mm���ջ��r�ձ�Ҫ��M���ӣ���λ���p���g����500��600mm����λ�����p���аl�F����Ѽy�r�����������غ���������ʽ��D����ʾ��
����4.2��������҂�������Ӻ��M�����҂�����g�M��ӄŰ�ĺ��ӣ����D���С�1����8���Ⱥ�����M�к���(�����c������ęM��ӄŰ�ĺ�����ͬ)��ÿһ�ӄŰ��c���҂����������ɂȵăɗl���p�ĺ��ӣ����Ƀ�������ͬ�r��ͬ����ͬҎ���M�к��ӣ����ӷ�����������ϡ�������M��ӄŰ壬������M��ӄŰ庸�ӕr��Ҳ��ͬ�r�M�к��ӣ���Ҫ���c���溸�ӹ�ˇ������ͬ��
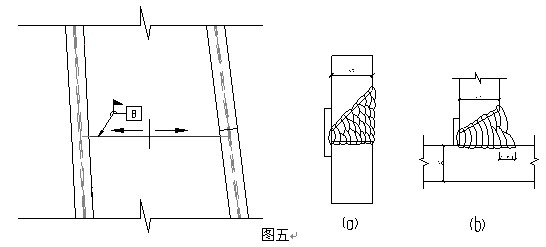
����4.3�����c������M��ӄŰ庸���ꮅ�����M�����g�Q���ĺ��ӡ����g�Q���ĺ��ӣ����M�и���Č��Ӻ��p�ĺ��ӡ��Ɍ��˺��p�֞�ɶ��M�к��ӣ������g��ɶˌ��Q�M�к��ӣ�Ҋ�D���й��c��Bʾ�⡣�������Å����D����(a)��ʾ��
����4.4������g�Q��匦�Ӻ��p�ĺ��Ӻ����M�����g�����c���҃ɂ���������T�Ό����c�ǽӽM�Ϻ��p�ĺ��ӡ����ں��p�^�L���ɰ�1.2��1.5m�����҂Ⱥ��p�֞�6��8�Σ�����ӷֶ��˺��M�к��ӣ�������һ�ȷݵ��²��_ʼ�����Ϻ��ӣ�֮��������һ�ȷݵ��²��_ʼ���Ϻ��ӣ�����ͬ�ķ��������l���pʩ����ɡ������^���Б����Cͬһ�ֶȵ��Q����c���҂�����ĸ���ĺ���ͬ�r��ͬ����ͬҎ�������M�к��ӡ��������Å����D����(b)��ʾ�����_�ߴ�K������9mm���ҡ�
����
���� 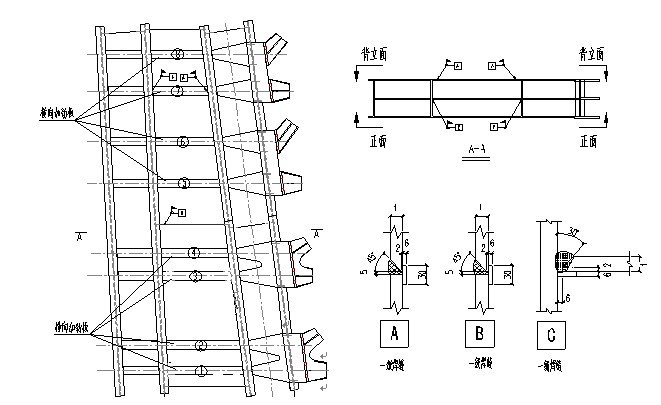
����
��������
�����D��
����
���� 
�������� ����4.5��pС�������g�Q����c���҃ɂ���������T�Ό����c�ǽӽM�Ϻ��p���Ӯa���Ľ�׃�Σ������g����T�κ��p����ǰ�����g��1m�����O���R�r֧�Σ����wҊ�D����ʾ����T�κ��p�����ꮅ�����O���R�r֧���M�и�����������O֧��λ�ô�ĥƽ������Ҫ�r���a�����ٴ�ĥƽ����
���� 
������ ���D��
����5�����^����|������
����5.1��ֹ����׃�Α����Ĵ�ʩ
����5.1.1��ȡ��Ҫ�ķ�ֹ����׃�εĴ�ʩ���纸��ǰ�Ⱥ��Ӄɂ�������g���B�Ӱ弰�Ӻ��R�r֧�ΰ�ȣ�
����5.1.2���÷ӡ��ֵ��˺��ķ����M��ʩ����
����5.1.3�օ^����C���Q���ӡ��ڌ��Qλ�õă������������M������ͬ�r��ͬ��ʩ�������x����ͬ�ĺ�
���������������ÿ�ӵĺ��Ӻ�ȣ����C��ͬ�ĺ��ӟ�ݔ�룬ʹ�����տsڅ��ͬ����
����5.2��ֹ���Ѽy���Ӡ�˺�ѵĴ�ʩ
����5.2.1ᘌ��L���p���c��ȡ�ֶη��˺����ӣ����ٺ��ӣ��������B�mʩ����ʹ���ӑ�����ɢ����Ч�ĜpС��ֵ�������p�ٺ������Ѽy���Ӡ�˺�ѵĮa�������҃ɗl�L���p��ȡ��ȫ���Q��ͬ�r���ӵĴ�ʩ��
����5.2.2�x�Ã��㺸�����p�����|�����}��ɵĺ��pȱ�ݼ�̼�����ٵ�ʹ�á������ֺ���ȱ�ݴ_��ʹ��̼�����ٵģ���ʹ�ú��ý���ĥ��Cĥȥ������λ���渽���ĸ�̼���������⺸�p�Ѽy�Įa����
����5.2.3�����¿ڳߴ�ͺ��p����e����ֹ�^���۷���ٌ����տs�͑������M�����ƺ��p�������ߣ���ʹ֮ƽ���^�ɣ��Ԝp�ٺ�ֺ��λ�đ������У�
����5.2.4ʹ�ø��ȵĶ�����̼���w�M�к��ӣ����������̼������V/V�����õ���99.9����ˮ�����c�Ҵ�������(m/m)���ø���0.005���������Ùz��Һ�Bˮ��
����5.2.5����ǰ�ں����ɂȸ�100mm�����Ⱦ����M���A�ᣬ�A��ضȵĜy���ھຸ��50mm̎�M�У��A��ضȑ���70~100�棬���g�ضȿ�����160~200�档���̎�푪�ں��������M�У����ļӟ᷶���麸�p�ɂȸ�100mm���ض�Ҫ���_��200~300�棬���r�g��1С�r/ÿ30mm����p����_��Ҏ���ضȺ��ñ������M�б���ֱ������������s�����ء�
����6����ע�����
������_������䓽Y�����b�^���еĺ����|�����ں����^���б��ע�������c��
����6.1������횳��C�ύ��ҽ���S����؟���ď����^����Ҫ�ӏ����亸���О�Ŀ��ƣ�
����6.2�������Ӹ���Ҫ�����ĽM�����������Ҫ������ƣ�
����6.3���Ӳ���ƽ�_�����L�������ʩҪ��λ���M���ܜp������⌦��Ⱥ��ӭh�����֔_��
����6.4����ˇ�u���е�ָ��Ҫ���ú����ĺ������������늉��������ٶȼ����_���\�l������ÿ�������һ�����p����ص��������p�е��s�|���l�F�|��ȱ��Ҫ���r����̼�����ٌ���ص��������ʹ��ĥ��C��ĥƽ���⻬�������M����һ�����p�ĺ��ӣ�
����6.5���l���p������ɺ����ˆTҪ�������^�M�Йz�飬�l�F�����К�ס��A����������δ�ۺϵ��|��ȱ�ݕr�����r������������a������ʹ���p���^�|���_��Ҏ����˜ʡ�ͬ�r�ص�������p��߅l00mm�����ȵĺ����w�R���s�|���Է�����һ�����������p�ă����|���M�Йz�y��
����6.6���p�������24h�����p�M�г����o�p̽���z�y���l�F���p�Ȳ������|�����}�����ʹ��̼�����ٌ�����ȱ����ȫ�������ĥ��C��ĥ�Ƀ��������a���ޏͣ�ʹ���p�|���M��Ҏ�����OӋ�ĸ��Ҫ��
����7ʩ��Ч��
�����B�T��վ��A������䓽Y����������s4000�����F�����b����ȫ����һ�����p��ʩ���������s��4850���L���p��ͨ�^�����ӹ�ˇ�ă����͏������ıO�ء������^�̸����������Ч�Ƽs�����^�O������100%�o�p̽���z�y�����pһ�κϸ��ʞ�98.2%��һ�η��ϸ��ʞ�100%����A������䓽Y��ʩ���^���У�ͨ�^���g����ˇ���£��ڳ��L�Q�p����ʩ�����濂�Y��һϵ�пƌW������ʩ��������ʩ����ˇ�������ڸߌӽ���䓽Y��ʩ����ƹ��̷����ṩ�˺ܺõĽ��b��
���������īI��
����[1]�Ї�䓽Y���f��.����䓽Y��ʩ���փ�[M].�������Ї�Ӌ�������磬2002.
����[2]ұ�I�������о���Ժ.GB50205-2001䓽Y������ʩ���|�����Ҏ��[S].�������Ї�Ӌ�������磬2002.
����[3]��ұ���F�����о���Ժ.JGJ81-2002����䓽Y�����Ӽ��gҎ��[S].�������Ї��������I�����磬2002.
����[4]�ظ��Sꐂ�.��ҕ���_ַ䓽Y�����̸ߏ�䓳��L���p���|������[J].�����|����2007����8��.
����
�����}���B�T��վ��A������䓽Y�����L�Q�pʩ�����|������
�D�dՈע�����ԣ�http://m.anghan.cn/fblw/ligong/jianzhusheji/1505.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^