��ݔ�ʹ�˾����Ԅӿ���
���ٙ�Ŀ�����ܿƌW���gՓ�� �l�����ڣ�2010-11-22 17:11 ��ȣ�
����[ժҪ]:��B�����ýM�Bܛ��SIMATICWinCC���Ƴ���Ĺ��ؙC����λ�C��PCC��ProgrammableComputerController���ɾ���Ӌ��C����������λ�C���Ԛ��Ԫ���������Ԫ������Ƥ���Ԅ�ݔ�ʹ�˾���ԓ���a��ȡ���˴���^���е��˹���ݔ�������˹��˵Ąڄӏ��ȣ����F�˴���^�̵��˙C���x�������������a���ı��|��ȫ�����χ����ИI���g�M����ָ����Ҋ��
����[�P�I�~]:�����a����ݔ�ͣ�PCC���ɾ���Ӌ��C���������M�Bܛ�����֕r���΄�
����
��������
��������������Ҟ��˼ӏ����ñ�ը��Ʒ�Ĺ��ƣ�Ҫ����ÿһ�l���M�о��a�������ܹ��w�ϵ���ϔ��ֻ���ĸ�����_ʼ����Щ�S�Ҳ��ÙCе��ӡ����Щ���ü����ˣ���鼤���˵�Ч���h�h���ڙCе��ӡ�����ԬF�����ñ�ը��Ʒ���a�S�һ����϶����ü����ˣ�������һ�N�߶����еı�ը��Ʒ�����Ա���ڼ������^�����M���˙C���x������ҏS�����OӋ������һ�l����Ԅ�ݔ�ʹ�a����
����1�������a�����̽�B
�������a��ʾ��D��D1��ʾ��ݔ��Ƥ�������ӣ���һ�����������ŷ���ģ���ϣ�ͨ�^ݔ��Ƥ���ό�ݔ�͵������a̎�M�м����a��Ȼ��a������ջأ�����ģ��ͨ�^ݔ��Ƥ���ӻ��͵���ģ��λ����8����ģ��λ��3����ģ��λ��������λ֮�g��������λ�cݔ��Ƥ��֮�g��ݔ��Ƥ���c�����a��λ֮�g�M�з������x��һ����λ�����ɂ�ͨ������ͨ������ģ����ͨ�����ģ��ͨ���cƤ��֮�g�Ú�ӷ����T�M�и��x���ĸ���λ��Ƥ����Ƥ��������λ�Ą����Ú�ӌ��F��һ����λ������ģ��ס���ģ��ס����P�T��ס����P�T��ס���ģ��ģ��ף�ÿ��������Ѓɂ�λ�Ùz�y�ſ��_�P������ÿ����λ߀��6��ģ��λ�Ùz�y�_�P��
���������a
����
������aģݔ��Ƥ��ǰ�M����
����
�������x��
����1̖��ģ��λ•••8̖��ģ��λ1̖��ģ��λ•••3̖��ģ��λ
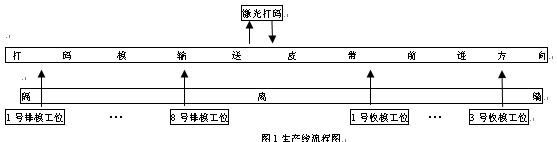
�����D1���a�����̈D
����2������ϵ�y
��������ϵ�y����λ�C�����ýM�Bܛ��SIMATICWinCC�OӋ�ıO��ܛ�����c��λ�CPCC�ɾ���Ӌ��C�������M��
����2��1��λ�C���OӋ
����������ˇҪ�����ڹ�λ�^����Ҫ�������λ�܉����\�У���˿��]���÷֕r���΄Ձ���ɸ�����λ�Ŀ��ƣ�ͬ�r����ݔ��ݔ���c�^�࣬����x�ÊW����ؐ���R��B&R�����I�Ԅӻ���˾��X20CP1484ϵ�y��X20CP1484ϵ�y����PCC�ɾ���Ӌ��C����������Ҏ��PLC�����ه�چ��΄յĕr犒����O�س���̎����������߉�\��ָ���Լ��ⲿ��I/Oͨ���Ġ�B�ɼ��cˢ�£��������ó������һ��ѭ�h���ڡ��c��ҎPLC����^��PCC�������c�����������������Ӌ��C�ķ֕r���΄ղ���ϵ�y������o�Զ��ӻ��đ���ܛ���OӋ�ֶΣ����ڷ֕r���΄յ��\�ЙC�ƣ�ʹ�Ñ����΄յ�ѭ�h�����c�����L�̟o�P���������OӋ�ˆT������ˇ��Ҫ�����O�����Ķ������ó���Ē�������ͬ�����ⲿ�Ŀ������څ^�e�_�����M�����������r���Ƶ�Ҫ�����@�N���������ǿ�����CPU�\���������S��ǰ���£������Ñ��Č��HҪ����������O����
����2��2X20CP1484ϵ�y��B
����X20CP1484ϵ�ycpu����Celeron266������ѭ�h�r�g��̞�800μs��Ȼ���Џ�������ܡ���32MBDRAM��1MBSRAM���ɲ������Ãȴ�:CompactFlash��1������X20IF-ģ�K�IJ�ۡ�2��USB�ӿڡ�1��RS232�ӿڡ�1��Ethernet�ӿ�10/100Base-T���������Դģ�K��1POWERLINKV1/V2�ӿڶ�����TB12�Ͳ�����֡�X20�iƬX20AC0SR1������X20CP1484ϵ�y����ģ�K���OӋ�����Դ����Uչݔ��ݔ��ģ�K��
����X20CP1484ʹ��ؐ���RPCCܛ��ϵ�y������ܛ��ϵ�y�ɷ֞��^�̿�ҕ���ӿ�(PVI)��AutomationStudio��PVI�����c��λ�C��ͨ�ţ�AutomationStudio�t����PCC��߉�����c�\�ӿ��Ƶȵľ��̡�
������ϵ�y������19��12·����ݔ��ģ�KX20DI9371��15��12·����ݔ��ģ�KX20D09321��
����3�����Ƴ���
����3��1��ģ����
��������λ�ˆTֻ�茢���õ���ģ������ģλ�ã�ϵ�y������������a�����Ԅ���ģ���ƣ���ģ�r�Ԅ��Д�Ƥ���Ϡ�B�Ͱ�ȫ�T��B���ܷ�ֹ��Ƥ���ϰl����ײ�ͱ���ȫ�T��ס��r�l����ģ�ܰ�һ����߉���͵�����λ���Ԅ��Дλ�Ƿ�գ�����ģ����ģ����ģ�r�ԄӴ��_���P�]��ȫ�T���F�cƤ���B�ӿڸ��x
����3��2��a����
�������ǰ�Ԅ��Д��Ƿ���ģ�ߜʂ�ã������˅^�Ԅ�ݔ�ͣ���˅^��ģ��ͨ�^�Cе��늿���Ͼ��_��λ�������ɺ��Ԅ��ͳ������ȴ����ģ�߳��^Ҏ�������r���rֹͣ��ģ������˙C���F������rƤ��ݔ���ܼ��rͣ܇��ͣ܇���_܇�r�����F�����ˣ����oģ����r���ܳ��F�м����ˡ�
����3��3��ģ����
������˺��ģ�߿ɰ���ˇҪ������͵�����ģ�����Ԅ��Д����ģ��λ�Ƿ�ա���ֹ��ģ�r��ײ��ģ�r�Ԅ��Д�Ƥ���Ϡ�B�Ͱ�ȫ�T��B���ܷ�ֹ��Ƥ���ϰl����ײ�ͱ���ȫ�T��ס��r�l������ģ����ģ�r�ԄӚ�״��_���P�]�����F�cƤ���B�ӿڰ�ȫ���x��
����3��4�����B�i����
������ϵ�y�\���^���У���������������a������B�i�����⣬ϵ�y߀��һЩ��Ҫ�O������M�Йz�y��һ���l�����ϣ����������B�i���ƣ����ȱ��Cϵ�y��ȫ�����C���ϲ��ٔU���ڰl�����ϕr�Ԅӈ���ӛ䛹��Ϡ�B������ϵ�y�S�o����ԭ��������ڹ����ų���ϵ�y���Ը�������ǰ��B�^�m�\�У��֏��������a��
����3��5�������̈D(��D2)
����������
����
����
������ģ��λ����ģ��λ��•••��ģ��λ8��a��λ��ģ��λ����ģ��λ����ģ��λƤ������
�����D2�������̈D
��������λ���÷֕r���΄գ�ÿ����λ�������r�g�飵0μs���������£�
����CODE_CYCLIC
���� (*�����\��*)
���� LD progrun
���� ORN progrun
���� ST zzBOOL0000
���� ST progrun
���� LD zzBOOL0000
���� ST Q(*���������ϣ�����ϵ�yֹͣ��ϵ�yֹͣ���ͨ�^���Ӱ��o������*)
���� LDN kzqok
���� S xtzt
���� •••
���� END_PLC
����END_PROJECT
����4�� ݔ�ʹ�a�^���f��
�����Ե�8��ģ��λ�͵�1��ģ��λ��������D3���������a�ź��ܵ�ģ�߷�����P8J1���ź�ģλ�Ùz�y�_�P��λ�ã���P8J3��λ�Ùz�y�_�P����P8J2��λ�Ùz�y�_�P���g��ț]��ģ��ͨ�^����r�£�P8Q2����ģ��λ���x�T��ף����_��P8Q1����ģ��λ�Ƴ���ף���ģ���Ƶ�Ƥ���ϣ�Ȼ��P8Q1����ջأ�P8Q2����P�]��
����ģ�߽��^Ƥ�����͵�D1J2��λ�Ùz�y�_�P��̎�����D1J3��λ�Ùz�y�_�P��̎�]��ģ�ߣ��tD1Q1����a��λ�M��ģ��ף��Ƅ�ģ�ߏ�D1J2λ�õ�D1J3λ�á�����˕rD1SU2̎�]�д�a��������ô���_D1Q3����a��λ����x�T��ף���D1Q4����a��λ�Ҹ��x�T��ף���Ȼ��D1Q2����a��λݔ�͚�ף���ģ���Ƶ�D1SU2λ�á�Ȼ��D1Q2����ջأ�D1Q3��D1Q4����P�]�������_ʼ��a�^�̡���a��ɺ��_D1Q3��D1Q4��D1Q2�Ƅ�ģ�ߵ�D1J4λ�ã�Ȼ����D1Q2�ջأ�D1Q3��D1Q4�P�]��D1Q5����a��λ��ģ��ף���ģ�ߏ�D1J4λ���Ƶ�D1J5λ�á�
����ģ�ߵ���S1J3��λ�Ùz�y�_�P��λ�ú�S1Q3����ģ��ģ��ף����£���ģ�ߵ�S1J2λ�ú�S1Q2����ģ��ģ���x�T��ף����_��S1Q1�Ƅ�ģ�ߵ�S1J1λ�á�Ȼ��S1Q1�ջأ�S1Q2����P�]��
�����������������ߺ���ģ�߷���S1J4���п�ģ�z�y�_�P��λ��̎����S1J6��λ�Ùz�y�_�P������S1J5λ�Ùz�y�_�P���g��ț]��ģ�ߵ���r�£����S1Q5���ؿ�ģ���x�T��ף����_��S1Q4���ؿ�ģ�Ƴ���ף���ģ���Ƶ�Ƥ���ϣ�Ȼ��S1Q4�ջأ�S1Q5�P�]��
����ģ�ߵ�P8J6��λ�Ùz�y�_�P����P8Q5���ؿ�ģ��ģ��ף����£�ģ�ߵ�P8J5��λ�Ùz�y�_�P����P8Q4���ؿ�ģ���x�T��ף����_��P8Q3���ؿ�ģ��ģ��ף��Ƅ�ģ�ߵ�P8J4λ�ã�Ȼ��P8Q3�ջأ�P8Q5���_��P8Q4�P�]�������^�����
����
����
�����D3ݔ�ʹ�a�^�̈D
����5����λ�C���OӋ
����5��1�M�Bܛ���x��
�����M�Bܛ����ָһЩ�����ɼ��c�^�̿��ƵČ���ܛ�������������Ԅӿ���ϵ�y�O�،�һ����ܛ��ƽ�_���_�l�h����ʹ���`��ĽM�B��ʽ�����Ñ��ṩ���٘������I�Ԅӿ���ϵ�y�O�ع��ܵġ�ͨ�ÌӴε�ܛ�����ߡ�
�������@���x��SIMATICWinCC��SIMATICWinCC�ǵ�һ��ʹ�����µ�32λ���g���^�̱Oҕϵ�y���������õ��_���Ժ��`���ԣ��m�Ϲ��I�I��Ľ�Q�����������в����������ܣ��ɺ��Ρ���Ч���M�нM�B���ɻ���Web���m��չ�������_���Ԙ˜ʣ����ɺ��㣻�����m���ڹ��I�I��
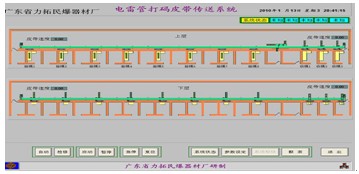
����5��2�O��ܛ���Ĺ���
����ϵ�y���a���̱O�أ��ӑB�@ʾ����ϵ�y�Ĺ�ˇ���̈D����D4���Ԯ�����ʽ����ֱ�^�رO�ص����l���a���Ġ�B��ͬ�r�Ɍ��ֲ���Ҫ��ˇ�����ṩ����Ԕ�����@ʾ����Ļ�����@ʾ��a������ʾ���Լ���ǰ���ݵ���Ҫ��Ϣ���Ա��Cϵ�y��Ч���\�У�����
�����@ʾ��ݔ�롣�ɸ������a�������ϵ�y�����O�ù��ψ�ӛ䛣�ϵ�y�l�����ϕr�ڮ�������λ��ͨ�^�Ӯ���ʽֱ�^��ӳ�����ϰl����λ�����o��������ʾ��Ȼ���Ԅ�ӛ䛹������Q���l���r�g����Ϣ��
�� ��
��
�����D4�M�B����O�؈D
����
������ϵ�yͻȻ��늕r�����Д�������Ϣ��������PLC�������Ĵ��A���У��֏�늺�ϵ�y�؆����ñ��攵�����^�̠�B��헅����M�г�ʼ����һ�в������^�m���У�߀�������a�����yӋ�����Ԍ�����λ�����a�����M��ӛ䛡��yӋ������ɺʹ�ӡ��
����6�����a�\��Y
�����ڱ����a��Ͷ��ʹ��֮ǰ�������˹�����ģ�ߣ����˄ڄӏ��ȴ��Ҵ����������^�N����ײ��ģ��Σ�U�����Ҵ��Ч�ʵͣ��ڲ����ԄӴ��ݔ�;���ÿ��犿ɴ�˴��Ч����s50%�����1��
������1����ǰ�����ٶȌ���
����![]() ����
����
����ϵ�y��Ͷ�a��Ŀǰ��ֹ�\����1��࣬�ܴ�a2000ǧ���f�l��ϵ�y�\�з����������O�،��r�Ժã����ψͰ�ȫ�B�i�������ٿɿ����a�\�б�����ԓ�O��ϵ�y�����\�з����ɿ�������푑����r���������η��㣬���a�^�̵�ģ�M���棬�M�B�����S�������c�������������a�ı��|��ȫ���@�����ҏS�V�����ɲ��ij�ֺ��u��ȡ�������õĽ���Ч�档
����
����
���������īI
����[1]���T�ӣ��Ї�������˾�Ԅӻ��c�Ӽ��F.����\�����T��WinCCV6.���������磬2004.
����[2]GB50087-2007.�����������������OӋ��ȫҎ��.�Ї�Ӌ�������磬2007,56~69.
����[3]�����.����PCC��ˮ�վӋ��C�O��ϵ�y�OӋ.����Ԅӻ��O��,2006,05,58~60.
����[4]�T����.����WinCC�����\��ʽݔ�͙C���r�O��ϵ�y.ú̿�ƌW���g,2006,09,11~14.
����[5]��С��.�ܼ��⾎�a�еİ�ȫ���}������o.ú�V����,2006,04��17~19.
�����}����ݔ�ʹ�˾����Ԅӿ���
�D�dՈע�����ԣ�http://m.anghan.cn/fblw/dianxin/zhineng/5406.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
�����ϢՓ�ķ���
���ܿƌW���gՓ�� �V���ҕՓ�� ��늼��gՓ�� Ӌ��C��Ϣ����Փ�� Ӌ��C�W�jՓ�� Ӌ��C����Փ�� ͨ��Փ�� ��Ϣ��ȫՓ�� ��ӑ���Փ�� ��Ӽ��gՓ�� �����t�W����Փ�� ܛ���_�lՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^